基本硬質合金鎢鋼端銑刀技術資料
2020-09-08
摘要
銑刀在銑削,仿形,仿形,開槽,锪孔,鑽孔和擴孔時,用於在工件上製造形狀和開孔,銑刀的表面和空心邊緣都設計有切削齒,可用於在多個方向上切削各種材料。了解更多關於WOTEK提供的銑刀類型及應用範圍。
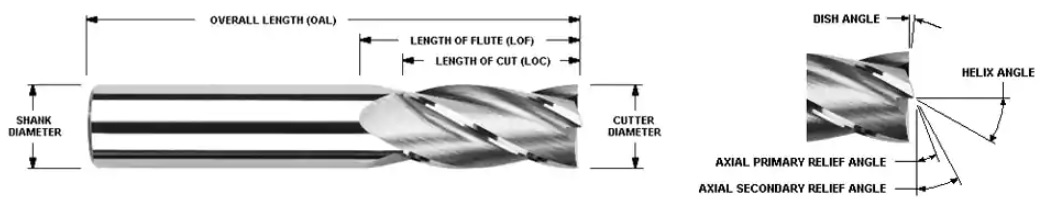
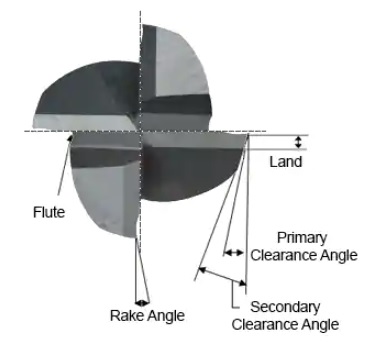
銑刀的示意圖
基本總結
• 為了實現快速銑削和銑刀最大的剛性,請使用直徑較大的短刃端銑刀。• 可變螺旋立銑刀可減少顫動和振動。
• 對於較硬的材料和高產量的應用,可使用鈷合金、PM/Plus和硬質合金。
• 塗層應用獲得更高的進給量、速度和銑刀壽命。
端銑刀種類:

平端銑刀用於一般的銑削應用,包括開槽、仿形和切入式銑削。

球頭端銑刀又稱球型端銑刀,用於銑削輪廓面、開槽和挖槽。球頭端銑刀由圓形切削刃構成,用於加工模具。

圓鼻立銑刀的切削刃端為圓形,用於需要特定半徑尺寸的場合。圓角倒角立銑刀的切削刃是傾斜的,用於不需要特定半徑尺寸的場合。這兩種類型的端銑刀壽命都比平型立銑刀長。

圓角立銑刀用於銑削圓角邊緣,其切削尖經過研磨,可以加強銑刀的端部,減少刃口崩裂。

斜度立銑刀的刀刃設計在末端呈錐形,斜度銑刀用於多種模具大範圍銑削應用中。

鍵槽銑刀的切削直徑過大,使其切削的鍵槽與木屑鍵或鍵座之間緊密配合。

粗銑刀,又稱豬銑,用於在較重銑削的加工中快速去除大量金屬。齒形設計銑削時可抗振動,但會留下較粗糙的表面。

粗加工和精加工立銑刀用於各種銑削應用。重切削的同時,還能有較好的表面光潔度。

鑽頭是一種多功能工具,用於點鑽、鑽孔、锪孔、倒角和各種銑削操作。
柄型:
• 普通刀柄與夾頭式刀柄配合使用。
• 焊刃刀柄設計有一個或兩個平面,刀柄上有固定螺絲,用於緊固平面的側面,以固定立銑刀,防止其旋轉。
銑刀刃型:
銑刀刃的特點是在銑刀本體上開出刃或槽。刃數越多,刀具的強度越高,減少空間或切屑流動。切削刃上刃數少的立銑刀會有更多的切屑空間,而刃數多的立銑刀則能用於較硬的切削材料。
單刃設計適用於高速加工和大批量材料去除。

雙刃式設計具有最大的刃型空間。雙刃允許更多的切屑承載能力,主要用於有色金屬材料的開槽和溝槽銑削。

三刃設計的刃位與兩刃相同,但也有較大的橫截面,強度更高。三刃銑刀用於黑色金屬和有色金屬材料的開槽和溝槽銑削。

四刃/多刃設計允許更快的進給率,但由於減少了刃的空間,排屑可能是個問題。四刃銑刀產生的光潔度比二刃和三刃端銑刀要精細得多。是側銑和精銑削的理想選擇。
端銑類型:
• 中心切削銑刀的刀尖有一個或多個切削刃,用於各種應用,包括插銑、鑽孔或斜銑。• 非中心切削應用有周邊齒,允許用戶對外部表面進行側面(徑向)銑削或輪廓加工。用於不需要切入式切削的應用。
切削銑刀材料
高速鋼(HSS)具有良好的耐磨性,成本低於鈷或硬質合金立銑刀。高速鋼可用於黑色金屬和有色金屬材料的通用銑削。釩高速鋼(HSSE)是由高速鋼、碳、碳化釩和其他合金製成,旨在提高耐磨性和韌性,通常用於不銹鋼和高矽鋁的一般應用。
鈷(M-42:8%鈷): 與高速鋼(HSS)相比,具有更好的耐磨性、更高的熱硬度和韌性。在嚴酷的切削條件下,幾乎不會出現崩刃或微缺口,使端銑刀運行速度比高速鋼快10%,從而獲得優異的金屬去除率和良好的精加工效果,是一種高性價比的材料,是加工鑄鐵、鋼和鈦合金的理想材料。
金屬粉末(PM)比固體碳化物更堅硬,成本效益更高,更堅韌,不易斷裂。粉末金屬在<30HRC的材料中表現良好,可用於高衝擊和高庫存應用,如粗加工。

硬質合金比高速鋼(HSS)具有更好的剛性。硬質合金具有極高的耐熱性,可用於鑄鐵、有色金屬材料、塑料和其他難加工材料的高速加工。硬質合金立銑刀具有更好的剛性,運行速度比高速鋼快2-3倍。然而,重進給率更適合高速鋼和鈷刀具。
硬質合金刀頭焊接在鋼刀體的切削刃上。硬質合金的切削速度比高速鋼快,通常用於黑色金屬和非黑色金屬材料,包括鑄鐵、鋼和鋼合金。對於大直徑銑刀來說,硬質合金刀頭是一種具有成本效益的選擇。
聚晶金剛石(PCD)是一種抗衝擊和耐磨的合成金剛石,可以在有色金屬材料、塑料和極難加工的合金上進行高速銑削。
標準鍍層/表面處理:
氮化鈦(TiN)是一種通用塗層,可在較軟的材料中提供高潤滑性和增加切屑流動性。耐熱性和硬度使鎢鋼銑刀的運行速度比未塗層的鎢鋼銑刀高25%至30%的銑削速度。碳化鈦(TiCN)比氮化鈦(TiN)更硬、更耐磨。通常用於不銹鋼、鑄鐵和鋁合金。 TiCN可以提供在更高的主軸速度下運行應用的能力。在有色金屬材料上要謹慎使用,因為容易產生咬合。與未塗層刀具相比,需要提高75-100%的加工速度。

氮化鋁鈦(TiAlN)與氮化鈦(TiN)和碳化鈦(TiCN)相比,具有更高的硬度和氧化溫度,是不銹鋼、高溫合金碳鋼、鎳基高溫合金和鈦合金的理想材料。是不銹鋼、高溫合金碳鋼、鎳基高溫合金和鈦合金的理想材料。由於容易產生咬合,所以在有色金屬材料中要謹慎使用。與未塗層銑刀相比,需要提高75%至100%的加工速度。
氮化鋯(ZrN)與氮化鈦(TiN)相似,但氧化溫度較高,抗黏性強,可防止邊角堆積,常用於鋁、黃銅、銅和鈦等有色金屬材料。通常用於有色金屬材料,包括鋁、黃銅、銅和鈦。
無塗層銑刀在切削刃上不做支持性處理。銑刀以較低的速度用於有色金屬的一般應用。
常見的銑削問題及解決方案
過度震動:
銑刀與工件嚙合時,振動和聲音過大可能的解決方案
• 增加進給量• 通過降低速度和/或進給量或軸向和/或徑向切削深度來降低切削力
• 通過改用圓棒長度的立銑刀或改進工件夾具來提高系統的剛性
• 改變幾何形狀--使用可變槽距的立銑刀或小圓周餘量的銑刀
• 表面光潔度差
表面處理:
工作面看起來不平整,感覺很粗糙。可能的解決方案
• 增加系統的剛性
• 提高速度
• 減少進給
• 改為更高的螺旋幾何學
• 改用帶更多槽的立銑刀
• 銑刀的過度磨損
端銑刀過度磨損:
刀具在切削刃處磨損,導致性能不佳可能的解決方案
• 降低速度 - 速度降低50%,銑刀壽命幾乎增加一倍。• 增加/減少進料量--進料量太輕會造成過多的摩擦。
• 改變刀具的幾何形狀--槽數、螺旋角、切削長度。
• 改變材料等級和/或添加塗層。
銑削公式:
轉速 = SFM × 3.82 ÷ 銑刀直徑。IPM = 轉速 x 槽數 x 切屑載荷。
切屑負載 = IPM ÷ RPM x 刃數。
SFM = 0.262 × 銑刀直徑 × 轉速。
術語表:
每分鐘轉數(RPM): 鎢鋼銑刀一分鐘內的轉數。每分鍾英寸數(IPM): 銑刀一分鐘內通過工件的英寸數。
切屑負荷: 銑刀單次旋轉時,每刃的切削量。
每分鐘表面英尺(SFM)L這是美國立銑刀的切削速度。它是指銑刀圓周上的某一點每分鐘移動的英尺數。